Лазерная резка металла в Москве
Калькулятор лазерной резки


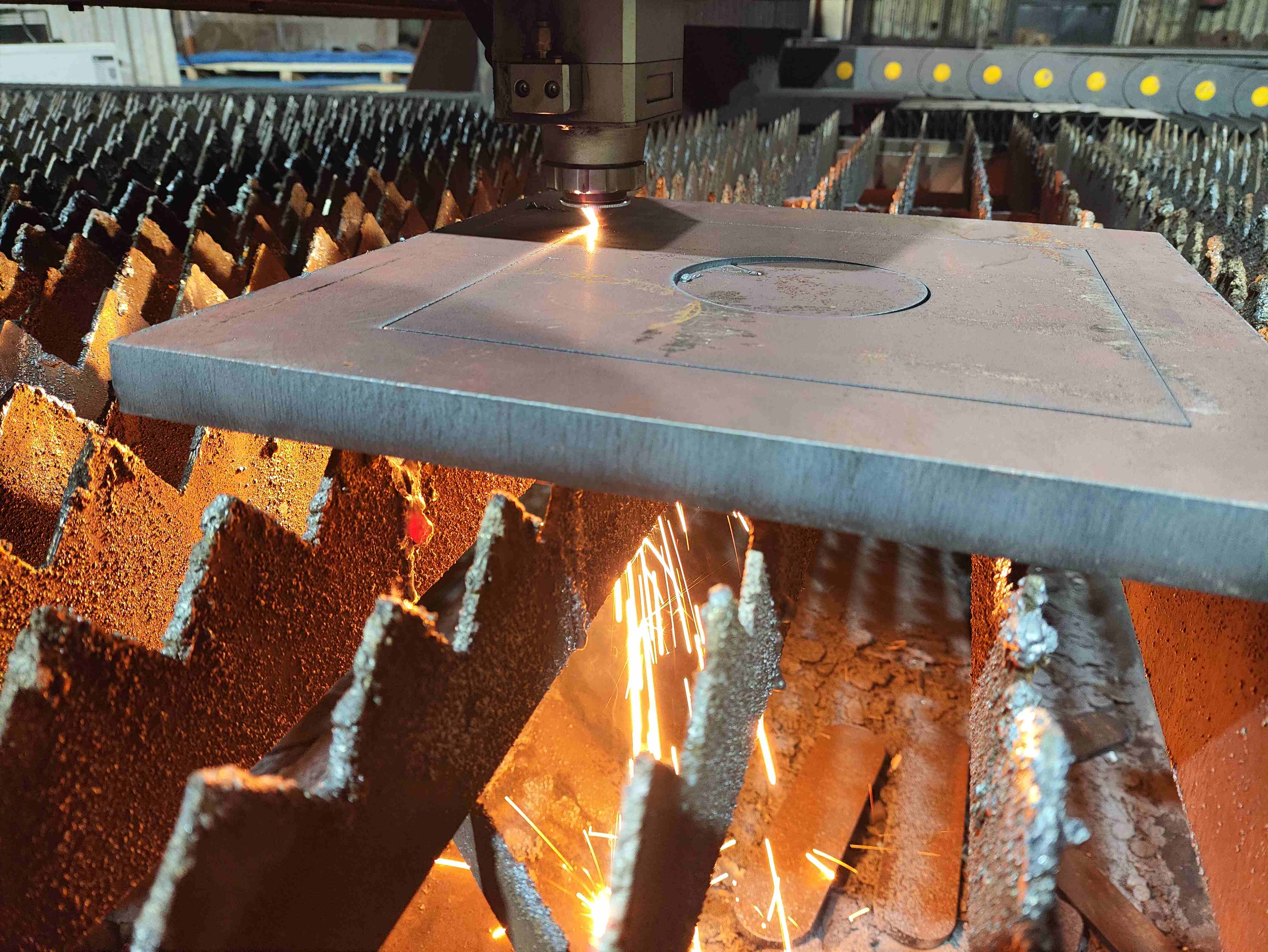
Лазер и лежащие в его основе технологии могут показаться вещью на грани фантастики, чем-то из научно-популярной литературы. Можно подумать, что нужно колоссальное количество энергии, чтобы разрезать даже тонкий слой металла. Но, на практике, достаточно обычной городской электросети, и довольно толстые листы будут порезаны. Собственно, хотелось бы Вас познакомить с особенностями высокотехнологичного метода раскроя металлических заготовок с помощью лазерного луча. Выделяющей особенностью является возможность производить детали разнообразных форм с мизерным отклонением от размеров чертежа(до 0.1мм). При этом обработанные поверхности имеют исключительное качество. Лазерная резка металла с ЧПУ вне конкуренции, когда вопрос стоит о прототипах и мелкосерийном производстве. Достигается это благодаря отсутствию необходимости в дорогой оснастке. Высокая точность и повторяемость процесса обеспечивается за счет его полной автоматизации и компьютерного управления. Кстати, вероятность точного воспроизведения образца - это также показатель профессионализма конкретного мастера и требует опыта, так что не только компьютер здесь играет значимую роль. Что касается кромки, то она получается отличного качества - гладкая и ровная, без грата и окалины. Благодаря передовым технологиям и программному обеспечению, этот метод дает простор творчеству. Это реальный шанс воплотить свои задумки в жизнь.
Рассмотрим по пунктам, в чем же заключаются преимущества лазерной резки листового металла. Опираться я буду на многочисленные исследования данного вопроса и собственный практический опыт:
- Правильные настройки систем гарантируют исключительную точность металлообработки и качество реза(шероховатость ~15-20мкм)
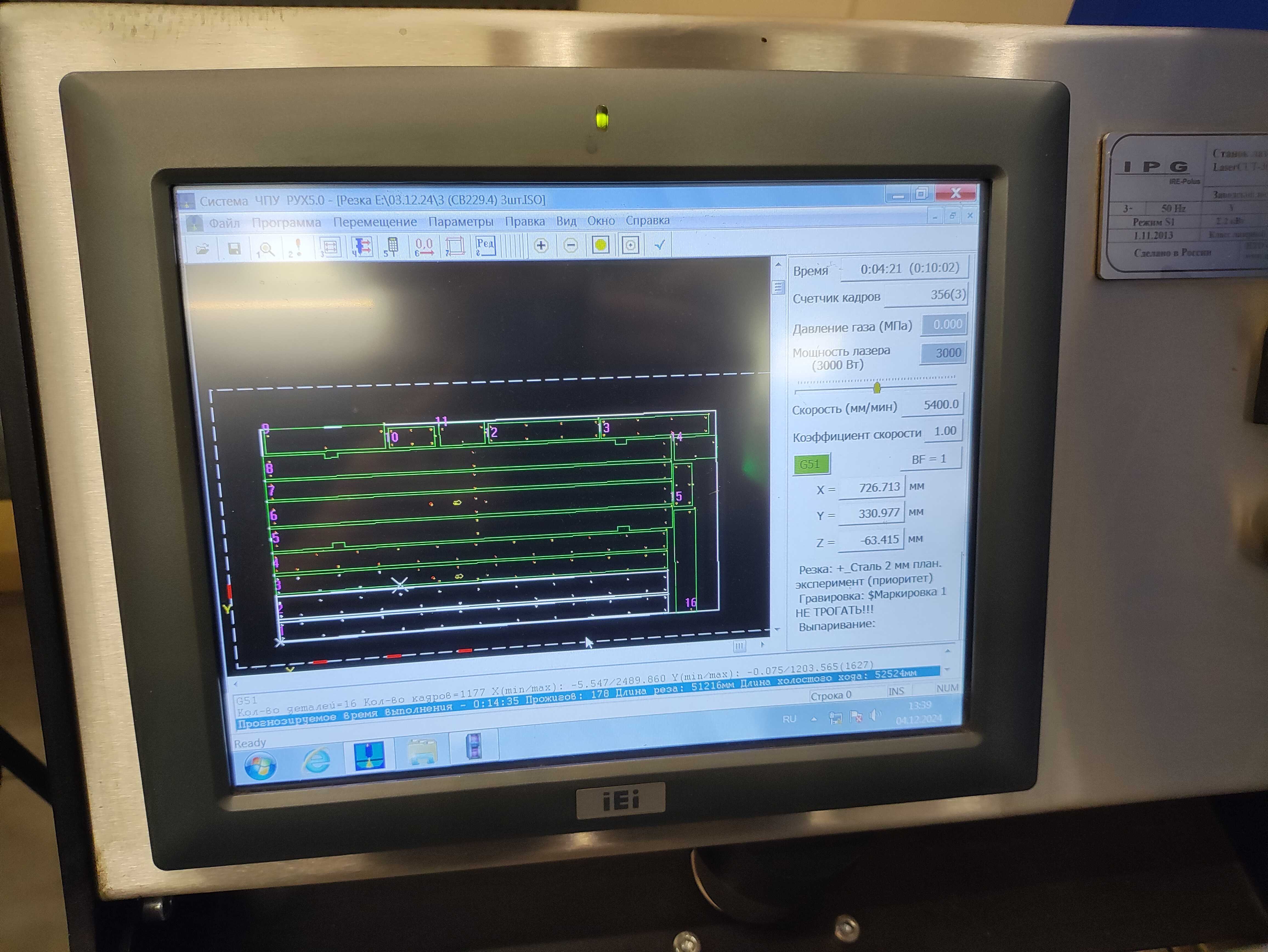
- Гибкость при работе с разным сырьем. Достигается возможностью точно устанавливать скорость - от 0.5 до 25м/мин. Чтобы не быть голословным, нержавеющая сталь толщиной 0.5мм режется скоростью 25м/мин, сталь же 13мм толщиной будет обрабатываться около значения 0.5м/мин
- Проще работать с деформированными заготовками(неровности в диапазоне +/-3мм)
- С системой автофокуса даже можно использовать листы с сильной деформацией(до +/- 30мм)
- При качественной юстировке(калибровка оборудование) и правильном выставлении фокуса крайне тонкий диаметр луча(0.1мм), дает возможность плотного расположения элементов в раскрое, что сильно уменьшает отходы и положительно сказывается на цене
- Сохранение отличных характеристик реза при разных соотношениях мощности и скорости
- Благодаря немеханическому воздействию излучения лазера исключается повреждения и появление заусенцев
- Кратковременная воздействие при высокой концентрации энергии обеспечивают малую область термического влияния при лазерной резке металлической заготовки
- Отсутствие деформаций при резке сложных контуров с резкими углами
- Высокие технологии и современное программное обеспечение позволяют оборудованию работать автономно, практически не затрачивая время оператора. Это так же положительно сказывается на производительности
- Отсутствие необходимости в переналадке оборудования при смене режимов либо сырья. Так же быстрая и легкая смена заготовок на рабочем столе
- Наличие вытяжки и минимальная зона воздействия существенно сокращают вредность производства
- Беспрепятственная интеграция в текущие цепочки производства с большой долей уже проведенной автоматизации
Стоимость лазерной резки металла
Надо сказать, что это вовсе не дешевое удовольствие: дорогостоящее оборудование стоимостью от 1.5 миллионов рублей, расходники(технологические газы, сопла, линзы) и, конечно, квалифицированный персонал. Который, как оказалось, даже при наличии диплома о высшем образовании, надо предварительно обучить работе на высокотехнологичном оборудовании, познакомить со всеми сложностями и тонкостями, выработать умения и навыки самостоятельной безопасной работы. Все это расход времени и сил, и вложение денег. И тем не менее, несмотря на все сложности, могу сказать по личному опыту, что вполне реально снизить стоимость проекта, если правильно подойти к его оптимизации и выбрать подходящие варианты обработки. Что это значит? Правильно выбрать сырье, рационально расположить детали на листе, подобрать оптимальные режимы с учетом требуемого результата, объединить похожие заказы в одну партию - это и есть, на мой взгляд, важные факторы оптимизации. И это во многом зависит от профессионализма мастера, его насмотренности и навыков работы на предлагаемом оборудовании и с различными заготовками.
Разберемся, от чего зависит цена лазерной резки металла с чпу. Вот несколько ключевых факторов:
- Толщина и тип металла – выбор оптимальных режимов и мощности зависит от характеристик используемого материала. Например, нержавеющая сталь требует больше энергии, чем углеродистая
- Сложность чертежа - наличие мелких элементов, острых углов и сложных контуров потребует более точной настройки параметров, что, конечно, скажется на времени выполнения заказа, увеличив его
- Общая длина контура в погонных метрах - напрямую сильно влияет на время работы станка, расход газов и износ оптики
- Срочность выполнения заказа - срочные заказы связаны с дополнительными затратами, что, естественно, приведет к корректировке производственного графика
- Объем партии - большие партии позволяют оптимизировать производство за счет правильного раскроя, снижения количества отходов и, соответственно, себестоимости готового изделия
- Характеристика поверхности реза - можно значительно улучшить, уменьшая скорость и увеличивая точность настройки фокусировки луча
Цена лазерной резки металла в Москве начинается от 5 рублей для тонких листов и достигает 1200 рублей для сложных толстостенных деталей. При этом большие объемы практически всегда гарантируют существенные скидки. Подробный прайс на резку металла представлен наверху страницы, а если Вам интересны и другие, Вы можете ознакомиться на странице с ценами на лазерную резку.

Максимальные толщины металла
Оптоволоконная лазерная резка металла является текущим стандартом индустрии. В сравнении с CO2-лазерами выше качество обработки, плюс, выше эффективность, при этом разница может достигать 40%. Оптоволоконные аппараты эффективнее потому, что используемый луч света имеет меньшую длинной волны (1.06 мкм) и из-за этого лучше поглощается металлом. Можно так же отметить разницу в сроке службы, оптоволоконники живут дольше, что крайне привлекательно, если учесть стоимость оборудования. Обслуживание в целом легче и энергозатраты не такие высокие. Чтобы сильнее разобраться в теме, советую почитать статью про историю эволюции промышленных лазеров.
На толщину лазерной резки металла влияет материал заготовки и заданная мощность. Полную информацию по этому вопросу вы сможете найти в нашей статье про максимальные толщины лазерной резки металла. Если быть предельно кратким, то спектр максимальных толщин будет следующим:
- Конструкционная сталь - до 30 мм при использовании кислорода как вспомогательного газа, это дает превосходную кромку
- Нержавеющая сталь - до 20 мм с применением азота, что предотвращает окисление, а максимально допустимые скорости при этом повышают точность
- Алюминий и его сплавы - до 30 мм, однако здесь требуется значительная мощность и точная фокусировка из-за сильной отражательной способности
- Латунь и медь - до 10 мм, однако качество реза несколько уступает сталям из-за повышенной теплопроводности
- Титан - до 12 мм при использовании инертных газов для защиты от окисления, но надо тщательно подбирать режимы
Точность и качество
Современные станки обеспечивают исключительную точность реза. И это известный факт. Давайте разберемся, почему. И без научных терминов здесь не обойтись. Постараюсь их минимизировать. Итак, точность достигается благодаря нескольким факторам:
- Высокоточная оптика - позволяет сфокусировать луч в маленькую точку с большой плотностью энергии
- Шаговые двигатели или сервоприводы - основа прецизионной системы, приводящей станок в движение
- Система автофокуса, контролируемая датчиками (емкостными либо оптическими)
- Запрограммированная компенсация тепловой усадки и расширения заготовки
- Контроль выходного результата c помощью систем, работающих "на лету"
Если речь идет о максимальной точности, то здесь важно правильно настроить режимы резания. То есть индивидуально для каждого типа и толщины материала подобрать быстроту движения луча и силы излучения. Для чего так серьезно подходить к решению данного вопроса? Как показала практика, при максимальной быстроте высока вероятность получить неполным рез, а при низкой - возможно перегревание и образование грата. Именно поэтому выбор оптимальных параметров так важен, ведь он гарантирует и хорошее качество поверхности с минимальной шероховатостью, и его точность.

Как мне кажется, при выборе параметров будет совсем нелишним остановиться на вопросе технологических ограничений по скорости и мощности:
- При слишком низких скоростях и значительной мощности, особенно для углеродистых сталей в присутствии кислорода, возможен переход в неуправляемый автогенный режим
- При средних скоростях с правильно подобранной мощностью излучения достигаются оптимальные показатели реза
- При максимальной скорости, из-за неполного прорезания листовой заготовки, происходит ощутимое ухудшение поверхности реза
- Оптимальное соотношение между быстротой проходов и плотностью мощности излучения особенно критично при резке титана и алюминия
В принципе, подходящий диапазон параметров существует для каждого материала. Если превышать допустимые пределы, то это практически сразу приведет к существенному ухудшению качества и появлению дефектов. А вот обеспечить стабильные показатели можно только в том случае, если строго контролировать технологию данного процесса.
Чертежи для лазерной резки металла
Чертеж будущего изделия - это очень важный элемент работы в целом, во многом определяющий ее результат. И даже самая незначительная на первый взгляд мелочь окажется решающей. Как, например, в случае с выкройкой, в которой забыли сделать припуски на швы. Все, размер не будет соответствовать намеченному. А ресурсы уже затрачены. Поэтому на начальном подготовительном этапе заказчику целесообразно обратиться к специалисту. Или можно заглянуть в наш топ ресурсов с чертежами для лазерной резки. Остановимся поподробнее на том, какие требования при этом необходимо соблюдать:
- Файл должен быть в векторном формате (например, DXF, AI, CDR или CDW) с четко определенными контурами
- Для правильной металлообработки все линии следует делать замкнутыми, без разрывов и наложений
- Нельзя дублировать линии и точки, приводящие к повторным проходам
- Размеры деталей обязаны соответствовать техническому заданию с учетом допусков и быть точными
- Чертеж ни в коем случае не может содержать лишних элементов, текста и размерных линий
- Размеры в файле должны иметь корректные значения в миллиметрах, без искажений и с масштабом 1:1
- Необходимо учитывать технологические пределы станка при проектировании элементов с малыми размерами
Но это еще не все. Получив от заказчика чертеж, теперь уже технолог-программист проводит его подготовку для исполнителя, и здесь многое напрямую зависит от его компетенции. По сути, основная задача - правильно перевести векторный чертеж в машиночитаемые команды, на которых работают станки с числовым программным управлением. Что конкретно делает он делает:
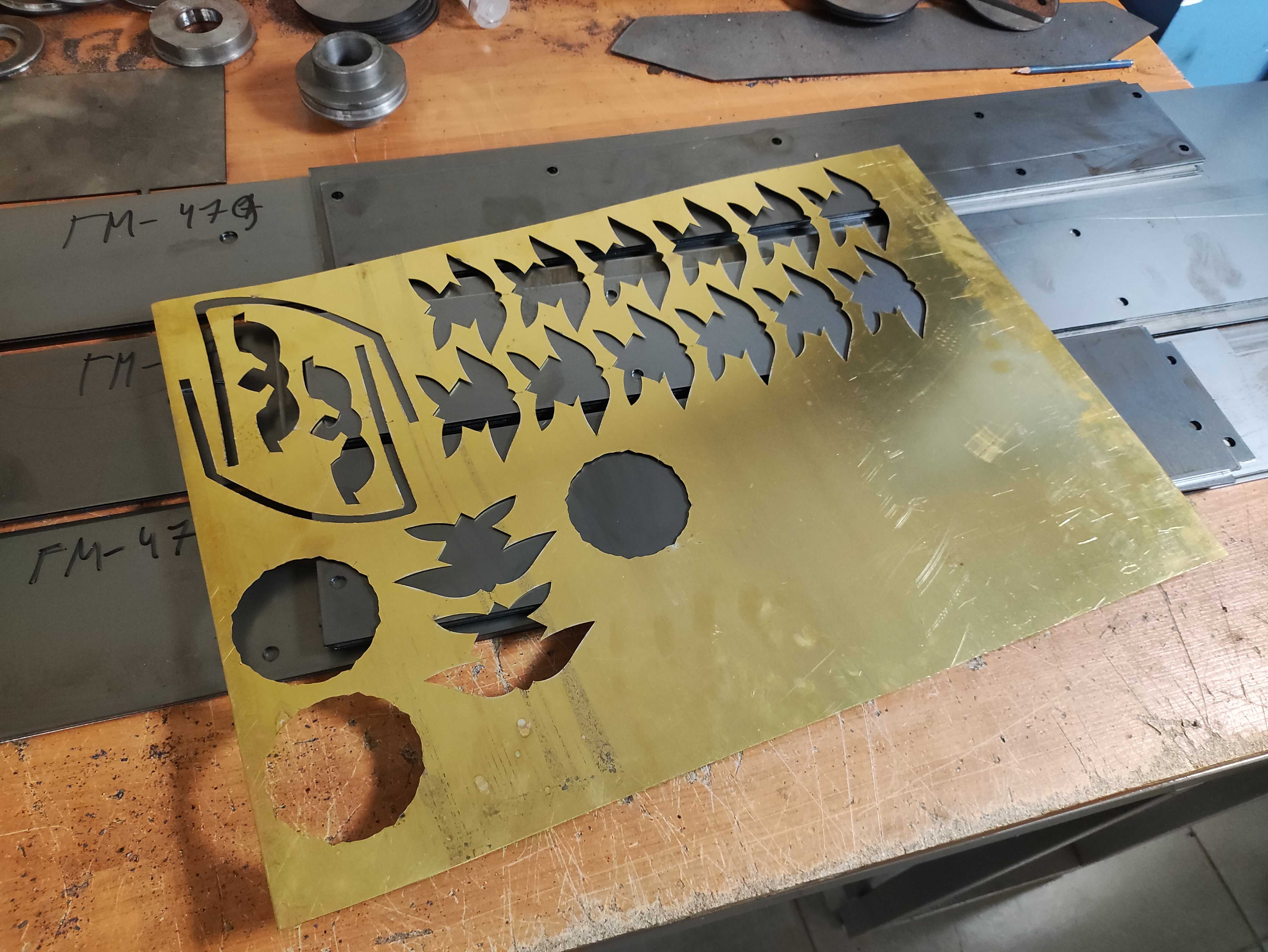
- Оптимизирует расположение деталей на листе, ведь это даст минимум отходов и снизит себестоимость готового изделия
- Учитывает минимальную толщину перемычек между деталями для того, чтобы процесс был стабильным
- Вносит компенсацию на ширину реза (0.1-0.2 мм), что позволит обеспечить точные размеры готовых деталей
- Определяет последовательность резки, это поможет ускорить процесс. Так уменьшается количество холостого хода между контурами и вероятность некачественной резки внутренних отверстий.
- Выбирает оптимальные точки врезки, что улучшит качество деталей и снизит время их обработки (зачастую точки врезки ставятся на удалении от основного контура на излишках, которые будут выброшены)
- Берет в расчет технологические особенности материала и возможные при нагреве деформации
- Настраивает режимы в зависимости от типа сырья и его толщины
Заключение
Итак, можно определенно говорить о том, что лазерная резка обеспечивает предельную точность при изготовлении металлических деталей. Это современный высокотехнологичный метод. Благодаря тому, что есть широкий выбор различных материалов, при этом необходимости в дорогостоящей оснастке нет, а все управление автоматизировано, данная технология, на мой взгляд, самое подходящее решение как в случае единичных заказов, так и для серийного производства.
Чтобы заказать услуги лазерной резки металла в Москве, загрузите ваш чертеж в личном кабинете. Наши специалисты не только оперативно рассчитают стоимость, но и подберут корректные параметры именно для вашего заказа